


地址:佛山市南海区大沥谢边第二工业区桂丹大厦谢叠大桥侧一区2路6号之一
订购服务热线:0757-81187102
传真:0757-81187191
邮箱:zygs@zhyeb.com
重庆大学 朱渝春
重庆机械电子技校 张永志
1、转盘轴承损坏现象
在汽车起重机、挖掘机等各类工程机械中,转盘轴承是传递转台与底盘之间的轴向载荷、径向载荷和倾翻力矩的重要部件。
在轻载工况时,它能正常工作,自如地旋转。但在重载时,尤其是在Z大起重量及Z大幅度时,重物回转困难,甚至根本不能回转以致卡死。此时通常采取减小幅度、调整支腿或移动底盘位置等方法使车身倾斜,以帮助实现重物的回转运动,完成预定的起重等作业。所以在检修工作中往往会发现转盘轴承滚道已严重损坏,内座圈两侧和作业区前方下滚道产生沿滚道方向的环形裂纹,处座圈上滚道受力Z大区域发生压陷,并在整个压陷区产生径向龟裂,其损坏状态如图1所示。
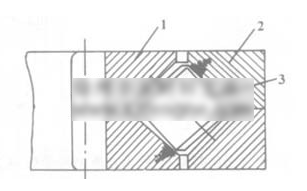
1.内座圈;2.外座圈;3.滚柱
图1 滚道损坏状态图
2、转盘轴承损坏原因探讨
(1)安全系数的影响
转盘轴承经常在低速大载荷工况下运转,其承载能力一般可用静容量表示,额定静容量记为C0a。所谓静容量是指滚道永久变形量δ达到3d0/10000时转盘轴承的承载能力,d0为滚动体直径。外载荷的组合一般都用当量载荷Cd来表示。静容量与当量载荷之比称为安全系数,记为fs,这是设计和选用转盘轴承的主要依据。
当采用校核滚柱与滚道间Z大接触应力的方法设计转盘轴承时,取许用线接触应力〔σk线〕=2.0~2.5×102kN/cm。目前,大多数厂家均根据外载荷的大小对转盘轴承进行选型计算。据现有资料介绍,目前小吨位起重机转盘轴承较之大吨位起重机转盘轴承的接触应力要小,实际安全系数较高。而起重机吨位越大,则其转盘轴承直径越大,制造精度越低,其安全系数实际上反而较低,这就是大吨位起重机转盘轴承比小吨位起重机转盘轴承更容易损坏的根本原因。目前普遍认为,40t以上起重机的转盘轴承,其线接触应力不应超过2.0×102kN/cm,安全系数应不小于1.10。
(2)转台结构刚度的影响
转盘轴承是传递转台与底盘间各种载荷的重要部件,其本身刚度并不大,主要依赖支承它的底盘和转台的结构刚度。从理论上讲,转台的理想结构为大刚度的圆筒状,以便能让转台所受的载荷均匀分布,但受整机高度限制不可能做到。对转台进行的有限元分析结果表明,转台与转盘轴承相连的底板变形较大,大偏载工况下更为严重,致使载荷集中作用在小部分滚子上,从而加大了单个滚子所受到的压力;尤为严重的是转台结构的变形会改变滚子与滚道的接触状况,大大减少接触长度并导致接触应力大幅增加。而目前广泛采用的接触应力和静容量的计算方法,都是以转盘轴承均匀受力、且滚子有效接触长度为滚子长度的80%为前提的。显而易见,这种前提是不符合实际情况的。这也是导致转盘轴承易于损坏的另一个原因。
(3)热处理状态的影响
转盘轴承本身的加工质量受制造精度、轴向间隙和热处理状态的影响很大,这里容易忽略的因素是热处理状态的影响。显然,要使滚道表面不产生裂纹及压陷,就要求滚道表面除具有足够的硬度而外,还必须具有足够的硬化层深度和心部硬度。据国外资料介绍,滚道硬化层深度应随滚动体的增大而加厚,Z深可超过6mm以上,心部硬度也应较高,这样滚道才会有较高的抗压溃能力。所以转盘轴承滚道表面淬硬层深度不足,心部硬度偏低,也是造成其损坏的原因之一。
3、改进对策
(1)通过有限元分析,适当加大转台与转盘轴承相连部位的板材厚度,以便提高转台的结构刚度。
(2)对大直径转盘轴承进行设计时,应适当加大安全系数;适当增加滚子的数量也可以改善滚子与滚道的接触状况。
(3)提高转盘轴承的制造精度,重点放在热处理工艺上。可降低中频淬火速度,力求获得较大的表面硬度和淬硬深度,防止滚道表面出现淬火裂纹。
(来源:网络)













